

Kolfiber är ett fibermaterial med en kolhalt på mer än 95 %. Det har utmärkta mekaniska, kemiska, elektriska och andra utmärkta egenskaper. Det är "kungen av nya material" och ett strategiskt material som saknas inom militär och civil utveckling. Känt som "svart guld".
Produktionslinjen för kolfiber är följande:

Hur tillverkas den smala kolfibern?
Tekniken för kolfiberproduktion har utvecklats och mognat. Med den kontinuerliga utvecklingen av kolfiberkompositmaterial är det mer och mer populärt bland alla samhällsskikt, särskilt den starka tillväxten inom flyg, bilindustrin, järnvägen, vindkraftsblad etc. och dess drivande effekt, utvecklingen av kolfiberindustrin. Utsikterna är ännu bredare.
Kolfiberindustrin kan delas in i uppströms och nedströms. Uppströms syftar vanligtvis på produktion av kolfiberspecifika material; nedströms syftar vanligtvis på produktion av kolfiberapplikationskomponenter. Företag som befinner sig mellan uppströms och nedströms kan betraktas som utrustningsleverantörer i kolfiberproduktionsprocessen. Som visas i figuren:
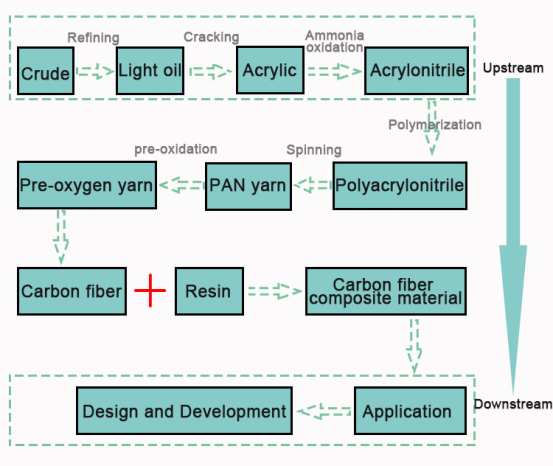
Hela processen från råsilke till kolfiber uppströms i kolfiberindustrin måste gå igenom processer som oxidationsugnar, karboniseringsugnar, grafitiseringsugnar, ytbehandling och storleksbehandling. Fiberstrukturen domineras av kolfiber.
Uppströms i kolfiberindustrins kedja tillhör den petrokemiska industrin, och akrylnitril utvinns huvudsakligen genom råoljeraffinering, krackning, ammoniakoxidation etc.; polyakrylnitrilprekursorfiber, kolfiber erhålls genom föroxidering och karbonisering av prekursorfibern, och kolfiberkompositmaterial erhålls genom bearbetning av kolfiber och högkvalitativt harts för att uppfylla tillämpningskraven.
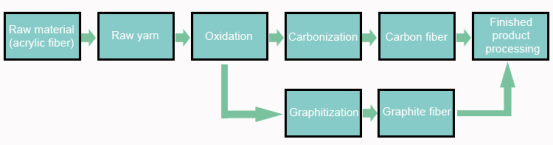
Produktionsprocessen för kolfiber omfattar huvudsakligen dragning, utformning, stabilisering, karbonisering och grafitisering. Som visas i figuren:
Ritning:Detta är det första steget i produktionsprocessen för kolfiber. Det separerar huvudsakligen råmaterialen till fibrer, vilket är en fysisk förändring. Under denna process sker massöverföring och värmeöverföring mellan spinnvätskan och koaguleringsvätskan, och slutligen PAN-utfällning. Filamenten bildar en gelstruktur.
Utformning:kräver en temperatur på 100 till 300 grader för att fungera tillsammans med sträckningseffekten hos orienterade fibrer. Det är också ett viktigt steg i högmodul, hög förstärkning, förtätning och förfining av PAN-fibrer.
Stabilitet:Den termoplastiska PAN-linjära makromolekylära kedjan omvandlas till en icke-plastisk värmebeständig trapetsformad struktur genom uppvärmning och oxidation vid 400 grader, så att den inte smälter och inte är brandfarlig vid hög temperatur, bibehåller fiberformen och termodynamiken är i ett stabilt tillstånd.
Förkolning:Det är nödvändigt att driva ut icke-kolämnen i PAN vid en temperatur på 1 000 till 2 000 grader, och slutligen generera kolfibrer med en turbostratisk grafitstruktur med ett kolinnehåll på mer än 90 %.
Grafitisering: Det krävs en temperatur på 2 000 till 3 000 grader för att omvandla amorfa och turbostratiska karboniserade material till tredimensionella grafitstrukturer, vilket är den viktigaste tekniska åtgärden för att förbättra kolfibrernas modul.
Den detaljerade processen för kolfiber, från råsilkesproduktion till färdig produkt, är att PAN-råsilket produceras genom den tidigare råsilkesproduktionsprocessen. Efter fördragning med trådmatarens våta värme överförs det sekventiellt till föroxidationsugnen av dragmaskinen. Efter att ha bakats vid olika gradienttemperaturer i föroxidationsugnsgruppen bildas oxiderade fibrer, det vill säga föroxiderade fibrer; de föroxiderade fibrerna formas till kolfibrer efter att ha passerat genom medeltemperatur- och högtemperaturförkolningsugnar; kolfibrerna utsätts sedan för slutlig ytbehandling, storlekssortering, torkning och andra processer för att erhålla kolfiberprodukter. Hela processen med kontinuerlig trådmatning och exakt kontroll, små problem i vilken process som helst kommer att påverka den stabila produktionen och kvaliteten på den slutliga kolfiberprodukten. Kolfiberproduktion har ett långt processflöde, många tekniska nyckelpunkter och höga produktionsbarriärer. Det är en integration av flera discipliner och teknologier.
Ovanstående är tillverkning av kolfiber, låt oss ta en titt på hur kolfibertyg används!
Bearbetning av kolfiberduksprodukter
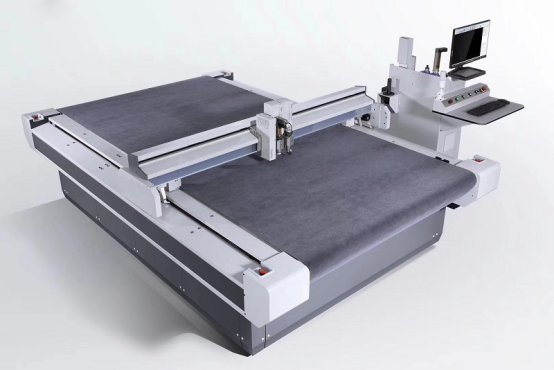
1. Skärning
Prepregen tas ut från kylförrådet vid minus 18 grader. Efter uppvaknandet är det första steget att noggrant skära materialet enligt materialdiagrammet på den automatiska skärmaskinen.
2. Beläggning
Det andra steget är att lägga prepreg på läggningsverktyget och lägga olika lager enligt designkraven. Alla processer utförs med laserpositionering.
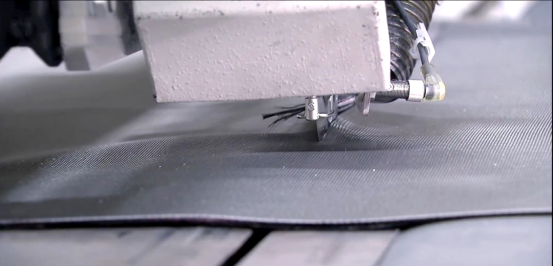
3. Formning
Genom en automatiserad hanteringsrobot skickas preformen till gjutmaskinen för kompressionsgjutning.
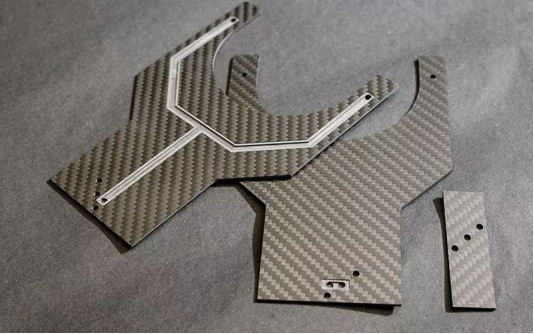
4. Skärning
Efter formning skickas arbetsstycket till skärrobotens arbetsstation för det fjärde steget med skärning och gradning för att säkerställa arbetsstyckets dimensionsnoggrannhet. Denna process kan även utföras med CNC.
5. Rengöring
Det femte steget är att utföra torrisrengöring vid rengöringsstationen för att avlägsna släppmedlet, vilket är praktiskt för den efterföljande limbeläggningsprocessen.
6. Lim
Det sjätte steget är att applicera strukturlim vid limningsrobotstationen. Limningsposition, limhastighet och limutgång justeras alla noggrant. En del av anslutningen med metalldelarna nitas, vilket utförs vid nitningsstationen.
7. Monteringsinspektion
Efter att limmet har applicerats monteras de inre och yttre panelerna. Efter att limmet har härdat utförs blåljusdetektering för att säkerställa måttnoggrannheten hos nyckelhål, punkter, linjer och ytor.
Kolfiber är svårare att bearbeta
Kolfiber har både den starka draghållfastheten hos kolmaterial och den mjuka bearbetningsbarheten hos fibrer. Kolfiber är ett nytt material med utmärkta mekaniska egenskaper. Ta kolfiber och vårt vanliga stål som exempel, kolfiberns hållfasthet är cirka 400 till 800 MPa, medan hållfastheten hos vanligt stål är 200 till 500 MPa. När det gäller seghet är kolfiber och stål i princip lika, och det finns ingen uppenbar skillnad.
Kolfiber har högre hållfasthet och lägre vikt, så kolfiber kan kallas kungen av nya material. På grund av denna fördel har matrisen och fibrerna komplexa interna interaktioner under bearbetningen av kolfiberförstärkta kompositer (CFRP), vilket gör att deras fysikaliska egenskaper skiljer sig från metallernas. CFRP:s densitet är mycket mindre än metallernas, medan hållfastheten är större än de flesta metallers. På grund av CFRP:s inhomogenitet sker ofta fiberutdragning eller matrisfiberlossning under bearbetningen. CFRP har hög värmebeständighet och slitstyrka, vilket gör det mer krävande för utrustningen under bearbetning, så en stor mängd skärvärme genereras i produktionsprocessen, vilket är mer allvarligt för utrustningens slitage.
Samtidigt, med den kontinuerliga expansionen av dess tillämpningsområden, blir kraven alltmer känsliga, och kraven på materialens tillämpbarhet och kvalitetskraven för CFRP blir allt strängare, vilket också medför att bearbetningskostnaderna stiger.
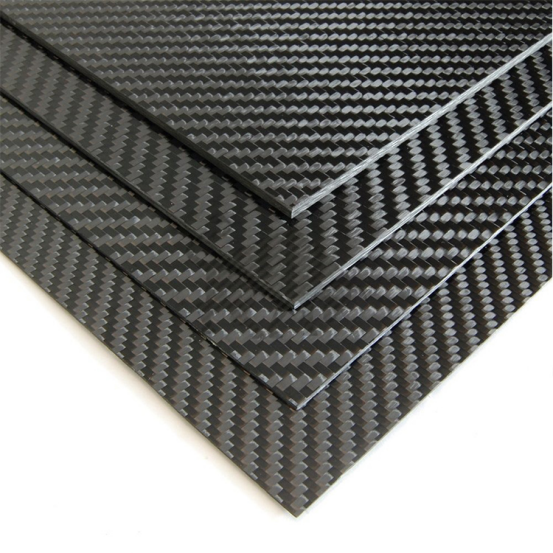
Bearbetning av kolfiberskivor
Efter att kolfiberskivan har härdats och formats krävs efterbehandling som skärning och borrning för precisionskrav eller monteringsbehov. Under samma förhållanden som skärprocessparametrar och skärdjup kommer valet av verktyg och borrar av olika material, storlekar och former att ha mycket olika effekter. Samtidigt kommer faktorer som hållfasthet, riktning, tid och temperatur hos verktygen och borrarna också att påverka bearbetningsresultaten.
I efterbehandlingsprocessen, försök att välja ett vasst verktyg med diamantbeläggning och ett solidt hårdmetallborr. Verktygets och borrets slitstyrka avgör bearbetningskvaliteten och verktygets livslängd. Om verktyget och borret inte är tillräckligt vassa eller används felaktigt kommer det inte bara att påskynda slitaget, öka produktens bearbetningskostnad, utan också orsaka skador på plattan, vilket påverkar plattans form och storlek samt stabiliteten hos hålens och spårens dimensioner på plattan. Detta orsakar lager av materialsönderrivning, eller till och med blockkollaps, vilket resulterar i att hela plattan skrapas.
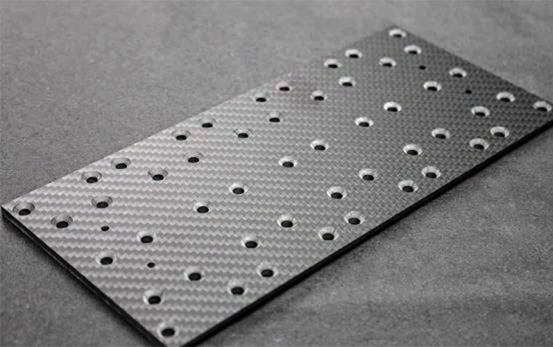
Vid borrningkolfiberark, ju högre hastighet, desto bättre effekt. Vid val av borrkronor är den unika borrspetsdesignen på PCD8-ytborrkronan mer lämplig för kolfiberplåt, som bättre kan penetrera kolfiberplåt och minska risken för delaminering.
Vid skärning av tjocka kolfiberplåtar rekommenderas det att använda en dubbeleggat kompressionsfräs med vänster och höger spiralformad egg. Denna vassa skäregg har både övre och nedre spiralformade spetsar för att balansera verktygets axiella kraft uppåt och nedåt under skärning, för att säkerställa att den resulterande skärkraften riktas mot materialets insida, för att erhålla stabila skärförhållanden och förhindra uppkomsten av materialdelaminering. Utformningen av de övre och nedre diamantformade kanterna på "Pineapple Edge"-fräsen kan också effektivt skära kolfiberplåtar. Dess djupa spånränna kan ta bort mycket skärvärme genom spånutsläpp under skärprocessen, för att undvika skador på kolfiberplåtens egenskaper.
01 Kontinuerlig lång fiber

Produktegenskaper:Kolfiberbunten är den vanligaste produktformen bland tillverkare av kolfiber och består av tusentals monofilament, som är indelade i tre typer enligt tvinningsmetoden: NT (Never Twisted, untwisted), UT (Untwisted, untwisted), TT eller ST (Twisted, twisted), varav NT är den vanligaste kolfibern.
Huvudapplikation:Används huvudsakligen för kompositmaterial som CFRP, CFRTP eller C/C-kompositmaterial, och tillämpningsområdena inkluderar flygplans-/flygutrustning, sportartiklar och delar till industriell utrustning.
02 Stapelfibergarn

Produktegenskaper:Kortfibergarn för korta garner, garner spunna av korta kolfibrer, såsom allmänt använda beckbaserade kolfibrer, är vanligtvis produkter i form av korta fibrer.
Huvudsakliga användningsområden:värmeisoleringsmaterial, friktionsskyddande material, C/C-kompositdelar etc.
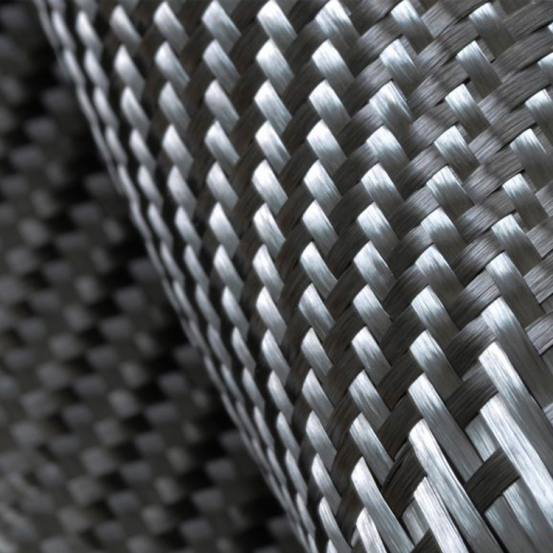
03 Kolfibertyg

Produktegenskaper:Den är tillverkad av kontinuerlig kolfiber eller kolfiberspunnet garn. Enligt vävmetoden kan kolfibertyger delas in i vävda tyger, stickade tyger och non-woven-tyger. För närvarande är kolfibertyger vanligtvis vävda tyger.
Huvudapplikation:Samma som kontinuerlig kolfiber, används huvudsakligen i kompositmaterial som CFRP, CFRTP eller C/C-kompositmaterial, och tillämpningsområdena inkluderar flygplans-/flygutrustning, sportartiklar och delar till industriell utrustning.
04 Flätat bälte i kolfiber

Produktegenskaper:Det tillhör en typ av kolfibertyg, som också är vävt av kontinuerligt kolfiber eller kolfiberspunnet garn.
Huvudsaklig användning:Används huvudsakligen för hartsbaserade armeringsmaterial, särskilt för produktion och bearbetning av rörformiga produkter.
05 Hackad kolfiber

Produktegenskaper:Till skillnad från konceptet med kolfiberspunnet garn framställs det vanligtvis av kontinuerlig kolfiber genom hackad bearbetning, och den hackade längden på fibern kan skäras efter kundens behov.
Huvudsakliga användningsområden:Vanligtvis används det som en blandning av plaster, hartser, cement etc. Genom att blanda det i matrisen kan de mekaniska egenskaperna, slitstyrkan, den elektriska ledningsförmågan och värmebeständigheten förbättras. På senare år har armeringsfibrerna i 3D-utskrift av kolfiberkompositer mestadels bestått av hackade kolfibrer.
06 Slipning av kolfiber

Produktegenskaper:Eftersom kolfiber är ett sprött material kan det framställas till pulveriserat kolfibermaterial efter slipning, det vill säga malning av kolfiber.
Huvudapplikation:liknar hackad kolfiber, men används sällan i cementförstärkning; används vanligtvis som en blandning av plast, harts, gummi etc. för att förbättra matrisens mekaniska egenskaper, slitstyrka, elektriska ledningsförmåga och värmebeständighet.
07 Kolfibermatta

Produktegenskaper:Huvudformen är filt eller matta. Först skiktas de korta fibrerna med hjälp av mekanisk kardning och andra metoder, och sedan framställs de med nålstansning; även känt som kolfiberfiberduk, tillhör det en typ av kolfibervävd duk.Huvudsakliga användningsområden:värmeisoleringsmaterial, gjutna värmeisoleringssubstrat, värmebeständiga skyddsskikt och korrosionsbeständiga skiktsubstrat etc.
08 Kolfiberpapper
Produktegenskaper:Den framställs av kolfiber genom torr eller våt papperstillverkningsprocess.
Huvudsakliga användningsområden:antistatiska plattor, elektroder, högtalarkoner och värmeplattor; heta tillämpningar på senare år är katodmaterial för nya energifordonsbatterier etc.
09 Förbehandlad kolfiber
Produktegenskaper:ett halvhärdat mellanmaterial tillverkat av kolfiberimpregnerat värmehärdande harts, som har utmärkta mekaniska egenskaper och används i stor utsträckning; bredden på kolfiberprepreg beror på bearbetningsutrustningens storlek, och vanliga specifikationer inkluderar prepregmaterial med bredd 300 mm, 600 mm och 1000 mm.
Huvudapplikation:flyg-/rymdutrustning, sportartiklar och industriutrustning etc.
010 kolfiberkompositmaterial
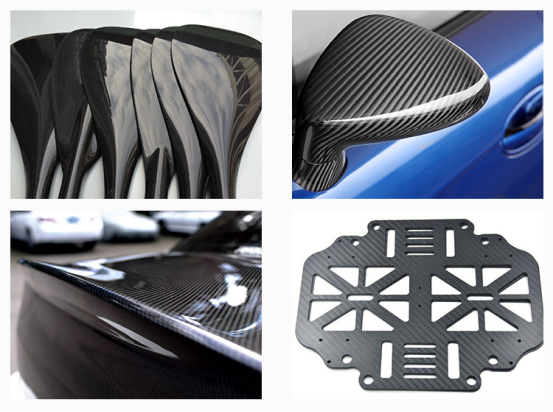
Produktegenskaper:Formsprutningsmaterial tillverkat av termoplast eller härdplast blandat med kolfiber, blandningen tillsätts med olika tillsatser och hackade fibrer och genomgår sedan en blandningsprocess.
Huvudapplikation:Tack vare materialets utmärkta elektriska ledningsförmåga, höga styvhet och lätta vikt används det huvudsakligen i utrustningshöljen och andra produkter.
Vi producerar ävendirekt roving av glasfiber,glasfibermattor, glasfibernät, ochglasfibervävd roving.
Kontakta oss:
Telefonnummer: +8615823184699
Telefonnummer: +8602367853804
Email:marketing@frp-cqdj.com
Publiceringstid: 1 juni 2022





